Шорсткість
поверхні - сукупність
нерівностей поверхні з відносно малими кроками на базовій довжині. Вимірюється
в мікрометрах (мкм). Шорсткість відноситься до мікрогеометрії
твердого тіла і визначає його найважливіші експлуатаційні якості. Перш за все зносостійкість
від стирання, міцність, щільність ( герметичність) з'єднань, хімічна стійкість,
зовнішній вигляд. В залежності від умов роботи поверхні призначається параметр
шорсткості при проектуванні деталей машин, також існує зв'язок між граничним
відхиленням розміру і шорсткістю. Вихідна шорсткість є наслідком технологічної
обробки поверхні матеріалу, наприклад, абразивами. В результаті тертя і
зношування параметри вихідної шорсткості, як правило, змінюються.
Параметри шорсткості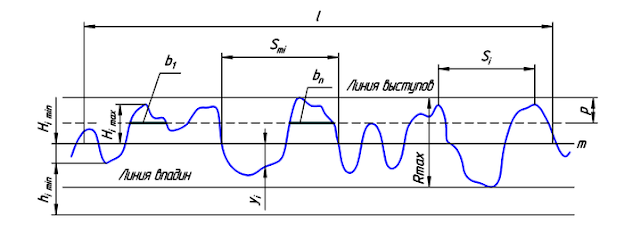

Вихідна
шорсткість є наслідком технологічної обробки поверхні матеріалу, наприклад,
абразивами. Для широкого класу поверхонь горизонтальний крок нерівностей
знаходиться в межах від 1 до 1000 мкм, а висота - від 0,01 до 10 мкм. В
результаті тертя і зношування параметри вихідної шорсткості, як правило,
змінюються, і утворюється експлуатаційна шорсткість. Експлуатаційна шорсткість,
відтворена при стаціонарних умовах тертя, називається рівноважної шорсткістю.
Нормальний профіль і параметри шорсткості поверхні.
На малюнку схематично показані параметри шорсткості, де: ![]() - Базова довжина;
- Базова довжина; ![]() - Середня лінія профілю;
- Середня лінія профілю; ![]() - Середній крок
нерівностей профілю;
- Середній крок
нерівностей профілю; ![]() - Середній крок місцевих
виступів профілю;
- Середній крок місцевих
виступів профілю; ![]() - Відхилення
п'яти найбільших максимумів профілю;
- Відхилення
п'яти найбільших максимумів профілю; ![]() - Відхилення
п'яти найбільших мінімумів профілю;
- Відхилення
п'яти найбільших мінімумів профілю; ![]() - відстань від найвищих точок п'яти найбільших максимумів до
лінії паралельної середньої і не перетинає профіль;
- відстань від найвищих точок п'яти найбільших максимумів до
лінії паралельної середньої і не перетинає профіль; ![]() - Відстань від
нижчих точок п'яти найбільших мінімумів до лінії паралельної середньої і не
перетинає профіль;
- Відстань від
нижчих точок п'яти найбільших мінімумів до лінії паралельної середньої і не
перетинає профіль; ![]() - Найбільша висота
профілю;
- Найбільша висота
профілю; ![]() - Відхилення профілю від
лінії
- Відхилення профілю від
лінії ![]() ;
; ![]() - Рівень перетину профілю;
- Рівень перетину профілю; ![]() - Довжина відрізків, що відсікаються на рівні
- Довжина відрізків, що відсікаються на рівні ![]() .
.
Надійність і довговічність машин багато в чому залежать від точності
обробки деталей, якості оброблених поверхонь і точності операцій збирання. Під
точністю обробки розуміють точність виконання розмірів, форми й взаєморозташування
поверхонь. Точність виконання розмірів визначає відхилення фактичних розмірів
обробленої поверхні деталі від її номінальних (конструктивних) розмірів, які
вказані на робочому кресленні відповідно до допустимих відхилень на розміри
оброблюваних поверхонь.
Під точністю форми поверхонь розуміють ступінь їхньої відповідності
геометрично правильним поверхням, з якими вони ототожнюються. Граничні
відхилення форми оброблених поверхонь регламентуються державними стандартами,
так само як і точність їхнього взаємного розташування. Граничні відхилення
форми й розташування поверхонь на робочих кресленнях деталей позначають умовно
відповідно до державних стандартів або обумовлюють їх текстом у технічних
вимогах на виготовлення деталей.
Одним з показників якості обробленої поверхні є шорсткість.
Шорсткість характеризує середнє арифметичне відхилення профілю від
середнього значення, висоту нерівностей і інші параметри. Шорсткість поверхонь
умовно можна поділити на чотири групи. До першої групи відносять грубі
поверхні, які отримані при обдирному (чорновому) точінні, струганні,
фрезеруванні, свердлінні. До другої групи відносять поверхні, отримані напівчистовою
обробкою різними технологічними методами. Третю групу становлять поверхні,
оброблені абразивними інструментами, а також оздоблювальними методами (тонке
точіння, розгортування, протягування), електрофізичними і електрохімічними
методами, а також пластичним деформуванням. До четвертої групи відносять
поверхні, тонко оброблені притиранням, хонінгуванням, суперфінішуванням,
алмазним вигладжуванням і іншими технологічними методами обробки.
2.
Класи шорсткості.
Згідно зі стандартом встановлено 14 класів шорсткості
(чистоти поверхні):
|
Група |
Характер поверхні |
Клас чистоти |
 , мКм |
, |
|
1 |
Груба |
1 : 3 |
80...10 |
320...40 |
|
2 |
Напівчистова |
4 : 6 |
10...1,25 |
40...6,3 |
|
3 |
Чистова |
7 : 9 |
1,25...0,16 |
6,3...0,8 |
|
4 |
Чистова після завершувальної обробки |
10 : 14 |
0,16...0,1 |
0,8...0,025 |
Чим вище вимоги,
пропоновані до точності і якості поверхонь, тим більше часу витрачається на
процес обробки заготовки й складніший технологічний процес виготовлення.
3.Позначення
шорсткості.

Висота h повинна бути приблизно дорівнює застосовуваної на кресленні висоті цифр розмірних чисел. Висота H дорівнює (1,5...3)h. Товщина ліній знаків повинна бути приблизно дорівнює половині товщини суцільної основної лінії, застосовуваної на кресленні.
У![]() позначенні шорсткості поверхні, спосіб обробки якої конструктором не встановлюється, застосовують знак .
позначенні шорсткості поверхні, спосіб обробки якої конструктором не встановлюється, застосовують знак .
У![]() позначенні шорсткості поверхні, що повинна бути утворена тільки видаленням шаруючи матеріалу, застосовують знак.
позначенні шорсткості поверхні, що повинна бути утворена тільки видаленням шаруючи матеріалу, застосовують знак.
У![]() позначенні шорсткості поверхні, що повинна бути утворена без видалення шаруючи матеріалу, застосовують знак.
позначенні шорсткості поверхні, що повинна бути утворена без видалення шаруючи матеріалу, застосовують знак.
П![]()
![]() оверхні деталі, виготовленої з матеріалу визначеного профілю і розміру, не підлягаючих по даному кресленню додатковій обробці, повинні бути відзначені знаком без указівки параметрів шорсткості.
оверхні деталі, виготовленої з матеріалу визначеного профілю і розміру, не підлягаючих по даному кресленню додатковій обробці, повинні бути відзначені знаком без указівки параметрів шорсткості.
Стан поверхні, позначеної знайомий , повинне відповідати вимогам, установленим відповідним стандартом або технічними умовами, чи іншим документом, причому на цей документ повинна бути приведені посилання, наприклад, у виді вказівки сортаменту матеріалу в графі 3 основні написи креслення за ГОСТ 2.104 - 68.
З![]() начення параметра шорсткості за ГОСТ 2789 - 73 вказують у позначенні шорсткості:
начення параметра шорсткості за ГОСТ 2789 - 73 вказують у позначенні шорсткості:
для параметра Ra - без символу, наприклад
д![]() ля параметра Rz із символом .
ля параметра Rz із символом .
Примітка:
параметр Ra переважний;
Ra - середнє арифметичне відхилення профілю;
Rz - висота нерівностей профілю по десятьох крапках.
+Позначення шорсткості поверхонь на зображенні виробу розташовують на лініях контуру, виносних лініях (по можливості ближче до розмірної лінії) або на полках ліній-винесень.


Комментариев нет:
Отправить комментарий